
Freelander K Series KV6 Engine Crankshaft Overhaul Procedures - Page 314
ENGINE - K SERIES KV6
OVERHAUL 12-3-85
9. Big-end bearings selection: Select the
required bearing shells from general data.
10. Ensure all bolt holes are clean and dry.
Remove all traces of thread locking material
from oil pick-up strainer bolt hole and threads of
retaining bolt.
CAUTION: Do not use a tap.
11. Ensure bearing ladder locating dowels are
fitted and dowel holes in bearing ladder are
clean and dry.
12. Check coolant stub pipe in cylinder block for
signs of leakage and corrosion, replace as
necessary. Apply sealant, Part No. STC 50554
to seal replacement pipe to cylinder block.
13. Clean main bearing shell recesses in cylinder
block.
14. Clean crankshaft main bearing and big end
bearing journals. Clean bearing shell locations
in connecting rods and caps.
15. Fit selected main bearing shells, grooved into
cylinder block and plain into bearing ladder.
16. Fit new thrust washers to cylinder block.
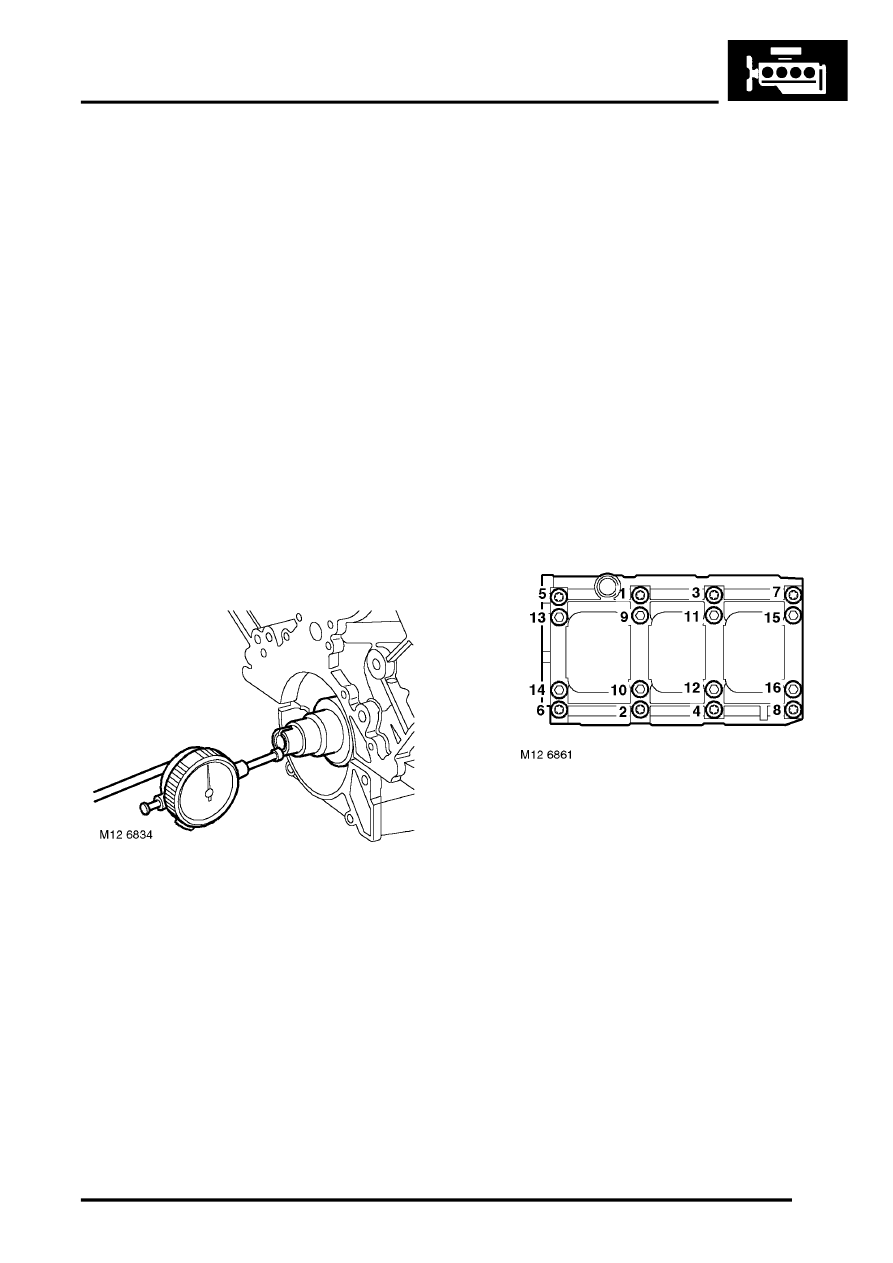
17. Position DTI gauge stylus on end of crankshaft
as illustrated, push crankshaft away from DTI,
zero DTI gauge, push crankshaft in the
opposite direction and note reading on gauge.
CAUTION: If end-float exceeds limits given,
crankshaft must be replaced.
Reassembly
1. Fit selected big-end bearing shells to
connecting rods and caps.
2. Lubricate crankshaft journals with clean engine
oil. Hold crankshaft with big end journals
horizontal, lower crankshaft into main bearings.
3. Carefully pull connecting rods into place, fit
connecting rod caps noting that featherways
are on opposite sides; fit and lightly tighten
dowel bolts.
4. Tighten dowel bolts to:
l
Stage 1 - 20 Nm (15 lbf.ft)
l
Stage 2 - Further 45
°
5. Using a lint free cloth and a suitable cleaning
solvent, clean bearing ladder and mating face
on cylinder block.
6. Apply clean engine oil to crankshaft thrust
washers and fit to bearing ladder with oil
grooves facing outwards.
7. Fit bearing ladder and ensure that all bearing
shells are seated correctly.
8. Noting that longest bolts must be fitted in inner
holes in bearing ladder, fit new bolts and tighten
to:
l
Stage 1 - 20 Nm (15 lbf.ft)
l
Stage 2 - Further 90
°
9. Using a lint free cloth and a suitable cleaning
solvent, clean mating surfaces on cylinder
block and lower crankcase.