
Freelander Service Procedures
ENGINE - K SERIES KV6
12-3-100 OVERHAUL
31. Check that fitted height of valve guide, 'A', is
6.00 mm (0.24 in).
32. Check condition of valve seats and existing
valves that are to be re-used.
33. Renew valve seat inserts as necessary.
CAUTION: Do not damage counterbore
when removing insert.
34. Cool replacement valve seat inserts using
liquid nitrogen and press into cylinder head in
one continuous operation.
CAUTION: Do not heat cylinder head.
Inserts must not stand proud of combustion
face on completion of cutting operation.
35. Cut valve seats using a suitable pilot and the
following cutters:
l
15
°
- To cut first angle
l
45
°
- Make final cut and remove any burrs
l
60
°
- To narrow seat and obtain correct
valve seat width
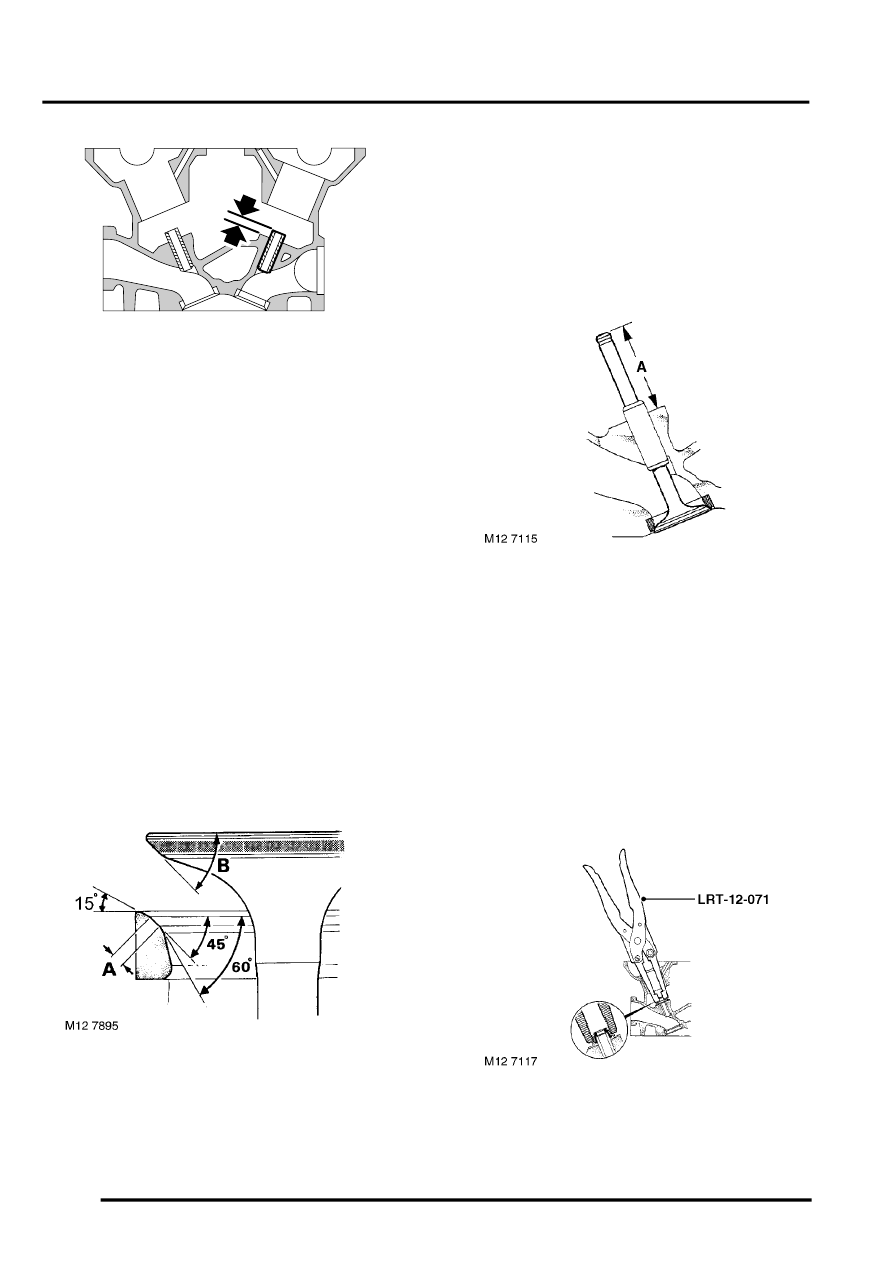
36. Check valve seat width and face angle:
l
Seat width - 'A' - Inlet = 1.2 mm (0.05 in);
Exhaust = 1.6 mm (0.06 in)
l
Valve face angle - 'B' - Inlet and exhaust =
45
°
37. Lap each valve to its seat using grinding paste.
38. Apply Prussian Blue to valve seat, insert valve
and press it into position several times without
rotating. Remove and check valve for even and
central seating: seating position shown by
Prussian Blue should be in the centre of valve
face: a: High towards stem, increase 60
°
cut
and restore seat width. b: Low towards edge,
increase 45
°
cut and restore seat width. Lap
and recheck valve seating.
39. Check valve stem fitted height - 'A'.
CAUTION: If valve stem fitted height is
above service limit, fit new valve and re-
check. If still over limit, renew valve seat
insert.
40. Clean valve springs and lubricate valves.
Reassembly
1. Lubricate new valve stem oil seals with clean
engine oil.
2. Using tool LRT-12-071 fit new valve stem oil
seals.
3. Fit valves.
M12 7894
A